Manjushri
Manjushree is a Sanskrit word meaning 'gentle glory'. In Sanskrit, "shree" means 'glorious' or 'honorable'. His name signifies one who embodies enlightened wisdom. He confers mastery of the Dharma, wisdom, and eloquence and teaches the path of a bodhisattva in the Mahayana tradition.
Read More
Commentary
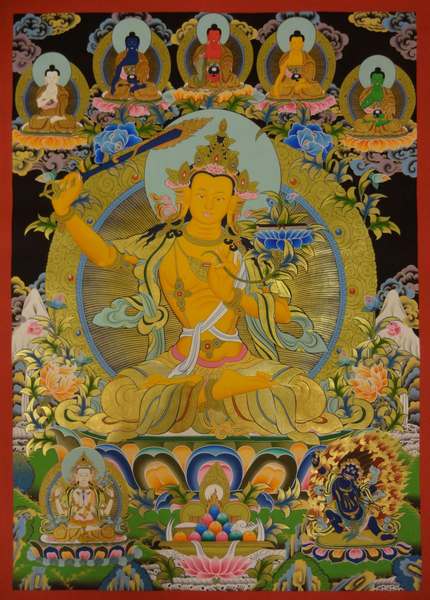
Manjushree is the Bodhisattva who holds the flaming sword [Skt. Khadga] of enlightenment, by his left hand in a warning( Tarjani) hand gesture ( Mudra) in his left hand representing his realization of wisdom to cut through ignorance & wrong view. His right hand depicted in teaching (Jnana Mudra) holds the stem of a Blue Lotus (Utpala) flower upon which rests the Book (Pustaka) of Perfection of Transcendental Wisdom. The blue lotus is a symbol of the victory of the spirit over the senses and signifies the wisdom of knowledge. This represents the lotus that he obtained from the middle of the lake in the Kathmandu Valley out of which grew a lotus bearing a Blue Flame which represents wisdom. Manjushree sits upon a moon disc upon a lotus with an elongated stem arising from a lake. He wears a gold diadem fitted with precious jewels. He wears a silk scarf fastened at the waist and over this, a softly glowing green scarf decorated with golden motifs. His head is silhouetted against a nimbus. The lotus he is sitting on has an elongated stem and arises from a lake representing his recovery of the blue flame of transcendent wisdom and the teaching he originated. The white sash is the attire of the Vajrayana school of Buddhism.
According to legend, Manjushree founded the Nepalese civilization. In ancient times, way before Buddha Shakyamuni the Kathmandu Valley was a vast lake. The Buddha Vipashyin came to Nepal to meditate on the hill above the lake. Wishing to give the rough mountain people an object of worship, Vipashyin threw a lotus seed into the lake. When this lotus bloomed, a blue flame of wisdom light shone from the center of its thousand petals. This light was called the Swayambhunath Dharmadhatu, the Self-Sprung Infinite Field of Light, and the flame of the enlightened mind of the primal Buddha, Vajradhara burned at its center. The light of Vajradhara also emanated in the colors of the rainbow and in each of the five colors appeared one of the Five Buddhas - Vairochana, Akshobhya, Ratnasambhava, Amitabha, and Amoghasiddhi. Then Manjushri went to Nagarkot Peak on the edge of the lake, and after having pondered in Samadhi how best the lake may be drained, with his keen-edged sword of wisdom he cut three Gorges. After the lake had been drained and the Valley bottom made suitable for cultivation Manjushree founded the city of Patan which was originally called Manjupattan. He taught the people many things. Manjushree manifests himself in the form of Yamantaka, known also as Vajrabhairava in order to overcome the lord of Death, Yama.
The Book (Pustaka) represents Transcendent Wisdom which came to be embodied by the Dyani {Pancha} Buddha Families. The book symbolically contains Buddhist teaching that had been lost to mankind & which was revealed to Manjushree. The book is commonly mistaken for the Prajna Paramita which was written by many hands between 100 & 200 CE realizing the Boddhisattva Principle. The book of Manjushree alludes to Wisdom and the emanation of the Five Transcendent Buddha Families. These are Vairochana, Akshobhya, Ratnasambhava, Amitabha & Amoghasiddhi. Wisdom Energy is a power that can extinguish the Five Negative afflictions. Each family heads wisdom and energy to overcome these Five hindrances to enlightenment which are greed, hatred, delusion, jealousy & pride.
Antique Finishing
This is an antique patina-finished Manjushri. This is not an antique statue. It is just an antique patina finish. This Manjushri is a testament to the artisan's mastery of the art of aging. Its antique patina has been meticulously crafted to give the appearance of an aged statue, showcasing the artist's unique techniques and skills. Through undisclosed processes and careful aging treatments, the Manjushri undergoes a transformation that captures the essence of time and history.
This art form is shrouded in secrecy, as each artisan holds their own closely guarded formulas and methods. With deep knowledge of materials and an artistic sensibility, they skillfully replicate the natural aging process, infusing the Manjushri with a sense of authenticity and character. The result is a captivating piece that tells a visual story, evoking a bygone era and adding a touch of allure to any space.
The artist's dedication to creating an aged aesthetic goes beyond mere appearance. It is a deliberate and intentional effort to give the Manjushri a unique identity, imbued with the charm and beauty of time. With every carefully applied treatment and artistic touch, the Manjushri becomes a work of art that not only stands as a testament to the artisan's skill but also carries a sense of history and narrative, making it truly exceptional.
Read More
Process: Sand Casting
This Manjushri has been created using the sand casting system, also known as sand molding casting. This widely employed manufacturing process utilizes a sand mold to produce metal products and components in various sizes and shapes. Sand casting holds significant popularity in the industry, accounting for approximately 60% of all metal castings. The sand casting process involves six primary steps. First, a pattern or replica of the desired sculpture, in this case, Manjushri, is created using a material like wood or metal. The pattern is then placed in a flask, which is a box-like structure divided into two halves. The next step involves packing the flask tightly with specially formulated molding sand, creating a mold cavity that matches the shape of the pattern. The pattern is subsequently removed, leaving behind a negative impression of the sculpture within the sand mold.
The third step is known as gating and risering, where additional channels and reservoirs are added to the mold to facilitate the flow of molten metal and compensate for any shrinkage during solidification. Once the gating system is prepared, the mold is carefully closed and secured. The fourth step involves pouring the molten metal, such as bronze or iron, into the mold through the gating system. After the metal has cooled and solidified, the mold is broken open, revealing the solid metal sculpture. The final steps involve removing any excess material, surface finishing, and polishing to achieve the desired appearance.
Sand casting offers several advantages, including its versatility in producing complex shapes, cost-effectiveness for both small and large-scale productions, and the ability to use a wide range of metals. However, it does require skilled craftsmanship and careful attention to ensure the quality and accuracy of the final sculpture. By utilizing the sand casting system, the Manjushri embodies the craftsmanship and artistry of the process, resulting in a captivating and unique metal artwork.
The process cycle for sand casting consists of six main stages, which are explained below
Mold-making -The first step in the sand casting process is to create the mold for the casting. In an expendable mold process, this step must be performed for each casting. A sand mold is formed by packing sand into each half of the mold. The sand is packed around the pattern, which is a replica of the external shape of the casting. When the pattern is removed, the cavity that will form the casting remains. Any internal features of the casting that cannot be formed by the pattern are formed by separate cores which are made of sand prior to the formation of the mold. Further details on mold-making will be described in the next section. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. If the mold type requires heating or baking time, the mold-making time is substantially increased. Also, lubrication is often applied to the surfaces of the mold cavity in order to facilitate removal of the casting. The use of a lubricant also improves the flow the metal and can improve the surface finish of the casting. The lubricant that is used is chosen based upon the sand and molten metal temperature.
Clamping - Once the mold has been made, it must be prepared for the molten metal to be poured. The surface of the mold cavity is first lubricated to facilitate the removal of the casting. Then, the cores are positioned and the mold halves are closed and securely clamped together. It is essential that the mold halves remain securely closed to prevent the loss of any material.
Pouring - The molten metal is maintained at a set temperature in a furnace. After the mold has been clamped, the molten metal can be ladled from its holding container in the furnace and poured into the mold. The pouring can be performed manually or by an automated machine. Enough molten metal must be poured to fill the entire cavity and all channels in the mold. The filling time is very short in order to prevent early solidification of any one part of the metal.
Cooling - The molten metal that is poured into the mold will begin to cool and solidify once it enters the cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The mold can not be opened until the cooling time has elapsed. The desired cooling time can be estimated based upon the wall thickness of the casting and the temperature of the metal. Most of the possible defects that can occur are a result of the solidification process. If some of the molten metal cools too quickly, the part may exhibit shrinkage, cracks, or incomplete sections. Preventative measures can be taken in designing both the part and the mold and will be explored in later sections.
Removal - After the predetermined solidification time has passed, the sand mold can simply be broken, and the casting removed. This step, sometimes called shakeout, is typically performed by a vibrating machine that shakes the sand and casting out of the flask. Once removed, the casting will likely have some sand and oxide layers adhered to the surface. Shot blasting is sometimes used to remove any remaining sand, especially from internal surfaces, and reduce the surface roughness.
Trimming - During cooling, the material from the channels in the mold solidifies attached to the part. This excess material must be trimmed from the casting either manually via cutting or sawing, or using a trimming press. The time required to trim the excess material can be estimated from the size of the casting's envelope. A larger casting will require a longer trimming time. The scrap material that results from this trimming is either discarded or reused in the sand casting process. However, the scrap material may need to be reconditioned to the proper chemical composition before it can be combined with non-recycled metal and reused.
Read More