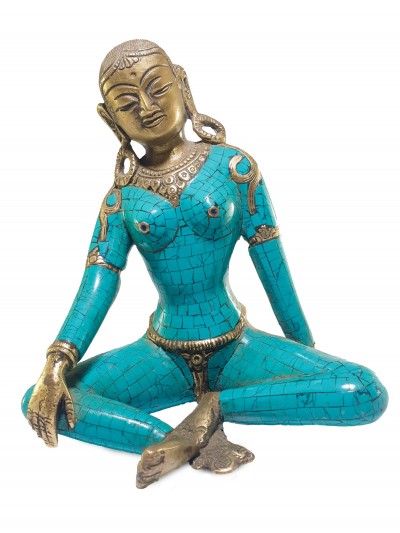
Parvati
Pravati the name is translated to be belonging to the mountains, where pravat means mountain. She is the daughter of the King Himavan (lord of the mountaints. Parvati is more commonly known as wife or consort of the lord shiva, she is the goddess of power(Shakti). She have many forms, mostly wrathful like Durga, Kali, Jagadamba, Maha Devi, Tara Chandi and the Dash Mahavidya( Ten Great Wisdom). She is how ever the second wife of shiva, but she is believed to be the re Incarnation of the first Wife Maha sati who sacrifice herself in the flames when she could not bare the insult of her husband by her father Hiranyakasab.
Read More
She is also mother to Ganesha, Kartikeya, and Ashoka Sundari. While Some communities also believe her to be sister of Vishnu.
She is also known by 108 names from the Durga Saptashati. These include Durga (invincible), Shakti (power), Ambika ('dear mother'), Gauri ('fair complexioned'), Bhairavi ('ferocious'), Kali ('dark'), Uma, Lalita, Mataji ('revered mother'), Sahana ('pure'), Maheshwari ('great goddess'). Bhavani, Shivaradni ('Queen of Shiva'), and many hundreds of others. The Lalita sahasranama contains an authoritative listing of 1,000 names of Parvati.
Source of Power
Parvati represent all form of power or energy. It is believed when shiva lost his first wife he went to a massive depression, in a nearly a Shava(Dead Body / Corpse) It is also believed that without her, Shiva remains as Shava or Corpse, for she is the ultimate source of power for all beings, gods and Devas. She brought back shiva from that Shava(Corpse)mode to Shiva.
That is why she is considered as goddess of power. Indeed, she is most powerful of all. When her anger reaches its peak, she can destroy the whole universe, gods and Trimurti in just seconds. Even Trinity i.e. Brahma, Vishnu and Shiva, never try to make her angry at any cost.
Finishing: Stone Setting
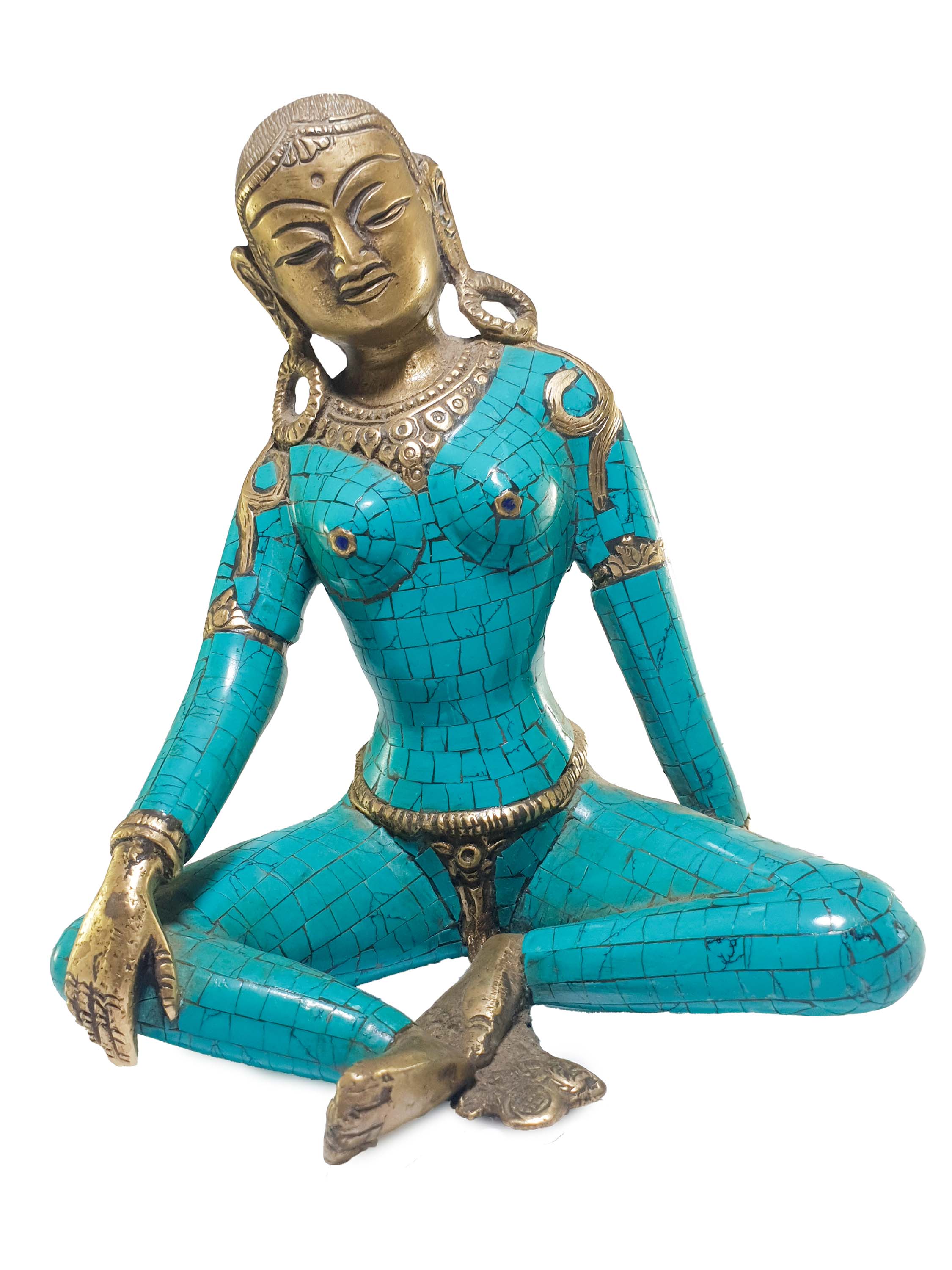
The Parvati is adorned with an exquisite array of semi-precious stones, including turquoise, coral, and lapis lazuli. These stones are carefully selected and meticulously placed on the Parvati's surface, adding a touch of opulence and enhancing its overall beauty. Each stone is thoughtfully positioned using a high-quality adhesive, ensuring secure and long-lasting attachment. The vibrant colors and unique patterns of the stones create a captivating contrast against the backdrop of the Parvati, elevating its visual appeal and making it truly eye-catching.
Beyond their decorative purpose, these semi-precious stones carry symbolic significance in various cultures and traditions. Turquoise is often associated with protection and healing, coral represents vitality and passion, while lapis lazuli symbolizes wisdom and truth. The inclusion of these stones not only adds to the aesthetic allure of the Parvati but also imbues it with deeper meaning and cultural symbolism.
The intricate placement of these semi-precious stones showcases the meticulous craftsmanship and attention to detail that goes into the creation of the Parvati. It is a testament to the skill and artistic vision of the artisans who delicately adorn the statue, resulting in a truly remarkable and captivating piece of art.
Read More
Process: Sand Casting
This Parvati has been created using the sand casting system, also known as sand molding casting. This widely employed manufacturing process utilizes a sand mold to produce metal products and components in various sizes and shapes. Sand casting holds significant popularity in the industry, accounting for approximately 60% of all metal castings. The sand casting process involves six primary steps. First, a pattern or replica of the desired sculpture, in this case, Parvati, is created using a material like wood or metal. The pattern is then placed in a flask, which is a box-like structure divided into two halves. The next step involves packing the flask tightly with specially formulated molding sand, creating a mold cavity that matches the shape of the pattern. The pattern is subsequently removed, leaving behind a negative impression of the sculpture within the sand mold.
The third step is known as gating and risering, where additional channels and reservoirs are added to the mold to facilitate the flow of molten metal and compensate for any shrinkage during solidification. Once the gating system is prepared, the mold is carefully closed and secured. The fourth step involves pouring the molten metal, such as bronze or iron, into the mold through the gating system. After the metal has cooled and solidified, the mold is broken open, revealing the solid metal sculpture. The final steps involve removing any excess material, surface finishing, and polishing to achieve the desired appearance.
Sand casting offers several advantages, including its versatility in producing complex shapes, cost-effectiveness for both small and large-scale productions, and the ability to use a wide range of metals. However, it does require skilled craftsmanship and careful attention to ensure the quality and accuracy of the final sculpture. By utilizing the sand casting system, the Parvati embodies the craftsmanship and artistry of the process, resulting in a captivating and unique metal artwork.
The process cycle for sand casting consists of six main stages, which are explained below
Mold-making -The first step in the sand casting process is to create the mold for the casting. In an expendable mold process, this step must be performed for each casting. A sand mold is formed by packing sand into each half of the mold. The sand is packed around the pattern, which is a replica of the external shape of the casting. When the pattern is removed, the cavity that will form the casting remains. Any internal features of the casting that cannot be formed by the pattern are formed by separate cores which are made of sand prior to the formation of the mold. Further details on mold-making will be described in the next section. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. If the mold type requires heating or baking time, the mold-making time is substantially increased. Also, lubrication is often applied to the surfaces of the mold cavity in order to facilitate removal of the casting. The use of a lubricant also improves the flow the metal and can improve the surface finish of the casting. The lubricant that is used is chosen based upon the sand and molten metal temperature.
Clamping - Once the mold has been made, it must be prepared for the molten metal to be poured. The surface of the mold cavity is first lubricated to facilitate the removal of the casting. Then, the cores are positioned and the mold halves are closed and securely clamped together. It is essential that the mold halves remain securely closed to prevent the loss of any material.
Pouring - The molten metal is maintained at a set temperature in a furnace. After the mold has been clamped, the molten metal can be ladled from its holding container in the furnace and poured into the mold. The pouring can be performed manually or by an automated machine. Enough molten metal must be poured to fill the entire cavity and all channels in the mold. The filling time is very short in order to prevent early solidification of any one part of the metal.
Cooling - The molten metal that is poured into the mold will begin to cool and solidify once it enters the cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The mold can not be opened until the cooling time has elapsed. The desired cooling time can be estimated based upon the wall thickness of the casting and the temperature of the metal. Most of the possible defects that can occur are a result of the solidification process. If some of the molten metal cools too quickly, the part may exhibit shrinkage, cracks, or incomplete sections. Preventative measures can be taken in designing both the part and the mold and will be explored in later sections.
Removal - After the predetermined solidification time has passed, the sand mold can simply be broken, and the casting removed. This step, sometimes called shakeout, is typically performed by a vibrating machine that shakes the sand and casting out of the flask. Once removed, the casting will likely have some sand and oxide layers adhered to the surface. Shot blasting is sometimes used to remove any remaining sand, especially from internal surfaces, and reduce the surface roughness.
Trimming - During cooling, the material from the channels in the mold solidifies attached to the part. This excess material must be trimmed from the casting either manually via cutting or sawing, or using a trimming press. The time required to trim the excess material can be estimated from the size of the casting's envelope. A larger casting will require a longer trimming time. The scrap material that results from this trimming is either discarded or reused in the sand casting process. However, the scrap material may need to be reconditioned to the proper chemical composition before it can be combined with non-recycled metal and reused.
Read More