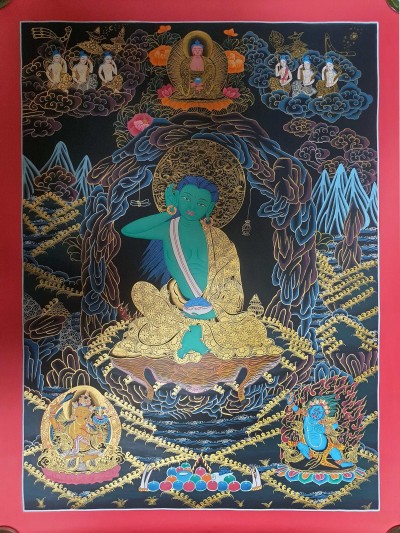
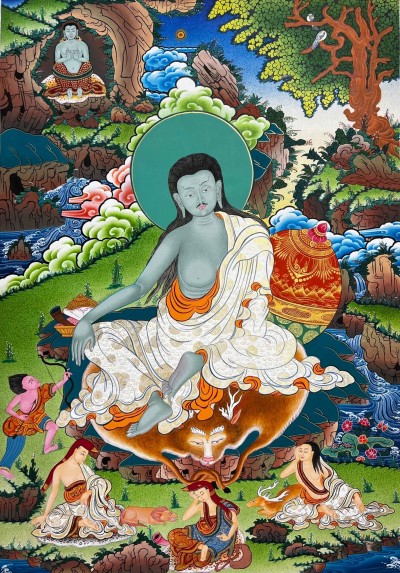
Milarepa
Milarepa is one of the most widely known Tibetan Saints. In a superhuman effort, he rose above the miseries of his younger life and with the help of his Guru, Marpa the Translator, took to a solitary life of meditation until he had achieved the pinnacle of the enlightened state, never to be born again into the Samsara (whirlpool of life and death) of worldly existence. Out of compassion for humanity, he undertook the most rigid asceticism to reach the Buddhic state of enlightenment and to pass his accomplishments on to the rest of humanity. His spiritual lineage was passed along to his chief disciples, Gambopa and Rechung. It was Rechung who recorded in detail the incidents of Milarepa's life for posterity. The narrative of his life has thus been passed down through almost a millennium of time and has become an integral part of Tibetan culture. In addition to Rechung's narrative of his life, summarized below, Milarepa extemporaneously composed innumerable songs throughout his life relevant to the dramatic turns of events of himself and his disciples in accordance with an art form that was in practice at the time. These songs have been widely sung and studied in Tibet ever since and have been recorded as the Hundred Thousand Songs of Milarepa. His faithful devotion, boundless religious zeal, monumental forbearance, superhuman perseverance, and ultimate final attainment are a great inspiration today for all. His auspicious life illumined the Buddhist faith and brought the light of wisdom to sentient beings everywhere.
Read More
Iconography
Milarepa is mostly seen sitted
Life Story
Born in the village of Kya Ngatsa - also known as Tsa - in Gungthang province of western Tibet to a prosperous family he was named Mila Thöpaga (Thos-pa-dga'), which means "A joy to hear." His family name, Josay indicates noble descent, a sept of the Khyungpo or eagle clan. When his father died, Milarepa's uncle and aunt took all of the family's wealth. At his mother's request, Milarepa left home and studied sorcery. While his aunt and uncle were having a party to celebrate the impending marriage of their son, he took his revenge by summoning a giant hail storm to demolish their house, killing 35 people, although the uncle and aunt are supposed to have survived. The villagers were angry and set off to look for Milarepa, but his mother got word to him and he sent a hailstorm to destroy their crops.
Many of Milarepa's deeds took place in Chokyi Dronma's homeland and his life and songs were compiled by Tsangnyon Heruka, sponsored by Chokyi Dronma's brother, the Gungthang king Thri Namgyal De.
Milarepa later lamented his evil ways in his older years: "In my youth I committed black deeds. In maturity I practiced innocence. Now, released from both good and evil, I have destroyed the root of karmic action and shall have no reason for action in the future. To say more than this would only cause weeping and laughter. What good would it do to tell you? I am an old man. Leave me in peace."
Linage
Milarepa is famous for many of his songs and poems, in which he expresses the profundity of his realization of the dharma. He also had many disciples, male and female, including Rechung Dorje Drakpa (Ras-chung Rdo-rje Grags-pa) and Gampopa (Sgam-po-pa, Dhakpo Lhaje). His female disciples include Rechungma, Padarbum, Sahle Aui and Tsheringma.It was Gampopa who became Milarepa's spiritual successor, continued his lineage, and became one of the main lineage masters in Milarepa's tradition.
Process: Sand Casting
This Milarepa has been created using the sand casting system, also known as sand molding casting. This widely employed manufacturing process utilizes a sand mold to produce metal products and components in various sizes and shapes. Sand casting holds significant popularity in the industry, accounting for approximately 60% of all metal castings. The sand casting process involves six primary steps. First, a pattern or replica of the desired sculpture, in this case, Milarepa, is created using a material like wood or metal. The pattern is then placed in a flask, which is a box-like structure divided into two halves. The next step involves packing the flask tightly with specially formulated molding sand, creating a mold cavity that matches the shape of the pattern. The pattern is subsequently removed, leaving behind a negative impression of the sculpture within the sand mold.
The third step is known as gating and risering, where additional channels and reservoirs are added to the mold to facilitate the flow of molten metal and compensate for any shrinkage during solidification. Once the gating system is prepared, the mold is carefully closed and secured. The fourth step involves pouring the molten metal, such as bronze or iron, into the mold through the gating system. After the metal has cooled and solidified, the mold is broken open, revealing the solid metal sculpture. The final steps involve removing any excess material, surface finishing, and polishing to achieve the desired appearance.
Sand casting offers several advantages, including its versatility in producing complex shapes, cost-effectiveness for both small and large-scale productions, and the ability to use a wide range of metals. However, it does require skilled craftsmanship and careful attention to ensure the quality and accuracy of the final sculpture. By utilizing the sand casting system, the Milarepa embodies the craftsmanship and artistry of the process, resulting in a captivating and unique metal artwork.
The process cycle for sand casting consists of six main stages, which are explained below
Mold-making -The first step in the sand casting process is to create the mold for the casting. In an expendable mold process, this step must be performed for each casting. A sand mold is formed by packing sand into each half of the mold. The sand is packed around the pattern, which is a replica of the external shape of the casting. When the pattern is removed, the cavity that will form the casting remains. Any internal features of the casting that cannot be formed by the pattern are formed by separate cores which are made of sand prior to the formation of the mold. Further details on mold-making will be described in the next section. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. If the mold type requires heating or baking time, the mold-making time is substantially increased. Also, lubrication is often applied to the surfaces of the mold cavity in order to facilitate removal of the casting. The use of a lubricant also improves the flow the metal and can improve the surface finish of the casting. The lubricant that is used is chosen based upon the sand and molten metal temperature.
Clamping - Once the mold has been made, it must be prepared for the molten metal to be poured. The surface of the mold cavity is first lubricated to facilitate the removal of the casting. Then, the cores are positioned and the mold halves are closed and securely clamped together. It is essential that the mold halves remain securely closed to prevent the loss of any material.
Pouring - The molten metal is maintained at a set temperature in a furnace. After the mold has been clamped, the molten metal can be ladled from its holding container in the furnace and poured into the mold. The pouring can be performed manually or by an automated machine. Enough molten metal must be poured to fill the entire cavity and all channels in the mold. The filling time is very short in order to prevent early solidification of any one part of the metal.
Cooling - The molten metal that is poured into the mold will begin to cool and solidify once it enters the cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The mold can not be opened until the cooling time has elapsed. The desired cooling time can be estimated based upon the wall thickness of the casting and the temperature of the metal. Most of the possible defects that can occur are a result of the solidification process. If some of the molten metal cools too quickly, the part may exhibit shrinkage, cracks, or incomplete sections. Preventative measures can be taken in designing both the part and the mold and will be explored in later sections.
Removal - After the predetermined solidification time has passed, the sand mold can simply be broken, and the casting removed. This step, sometimes called shakeout, is typically performed by a vibrating machine that shakes the sand and casting out of the flask. Once removed, the casting will likely have some sand and oxide layers adhered to the surface. Shot blasting is sometimes used to remove any remaining sand, especially from internal surfaces, and reduce the surface roughness.
Trimming - During cooling, the material from the channels in the mold solidifies attached to the part. This excess material must be trimmed from the casting either manually via cutting or sawing, or using a trimming press. The time required to trim the excess material can be estimated from the size of the casting's envelope. A larger casting will require a longer trimming time. The scrap material that results from this trimming is either discarded or reused in the sand casting process. However, the scrap material may need to be reconditioned to the proper chemical composition before it can be combined with non-recycled metal and reused.
Read More