White Tara
White Tara is a revered figure in Buddhist mythology, often depicted as a compassionate and serene goddess. She embodies peace and emanates loving compassion, bringing grace and dignity to various situations. White Tara's presence encourages the emergence of goodness and positive outcomes in all circumstances. She upholds the Four Measureless States, which include Loving Kindness, Compassion, Sympathetic Joy, and Equanimity, encompassing past, present, and future circumstances. Additionally, White Tara is associated with the bestowing of longevity, symbolizing a long and healthy life. Her essence embodies the ideals of compassion and benevolence, making her a significant figure in Buddhist worship and spiritual practices.
Read More
Iconography
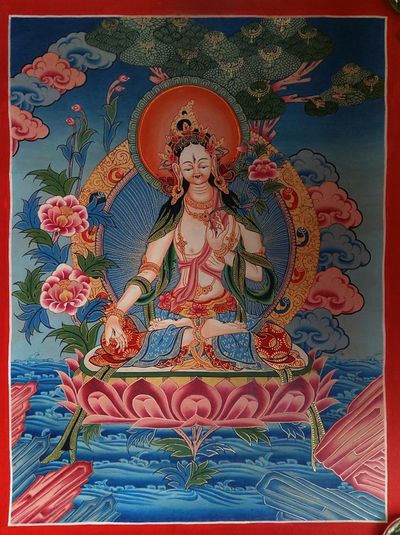
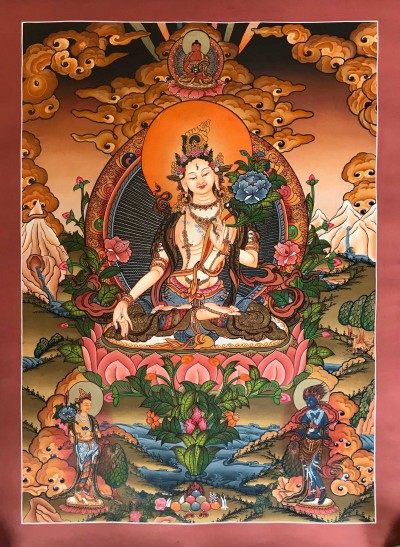
Sita Tara, popularly known as White Tara. She has emanated from Avalokiteshvara & in the Nepali Transcendent Buddha tradition is the consort of Vairochana, the central Transcendent Buddha. Her inner virtue of loving compassion is magnified by the simplicity of her presentation. White Tara is an important Vajrayana Buddhist figure since she embodies the principle of loving kindness, which is the central quality in the altruistic Bodhisattva presented through Mahayana Buddhism. Her main emblem is the Pink Lotus [Skt. Kamala] representing this main quality.
Her left hand is gracefully lowered in an empty open palm boon granting gesture [Skt. Varada Mudra]. White Tara has a blooming pink lotus & an unopened bud on either side of her body. The lotus in the painting is stylised as a peony & a chrysanthemum to provide artistic contrast with her lotus throne. The open blossom represents the present and the bud represents the future situations & Buddhas yet to be born. The future also refers to beneficial changes circumstances that she will help bring about. Her right hand wisdom hand is in the gesture of giving refuge [Skt. Sharanagamana]. The word refuge refers to the teaching of compassionate understanding which she imparts. The third finger touches the thumb to create a circle representing the union of wisdom and compassion, and the three extended fingers symbolise the Three Jewels of Buddhism A. The Buddha State B. The Body of teachings [Skt. Sangha] C. The Principles of the Universal form [Skt. Dharma]. The same hand holds the stem of a blue lotus [Skt. Utpala] representing change. The lower part of the stem below the bend represents the root of the lotus in the mud. The allegory of the Lotus refers to the something that grows from the obscurity of the mud & which eventually bursts open in the light. The lotus journey is one of inner awakening & enlightenment analogous to the human spirit. Buddhism shows us how to grow towards the light with profound teachings which help us to navigate away from burdens and sufferings which we may have by being materially minded, bitter & confused.
There is a lotus on her diadem bearing the Wish Granting Gem [Skt. Chintamani] surrounded by an aureole of fire symbolising auspicious blessings. The extra eye on her forehead, on the palms of her hands & soles of her feet represent her ability to see and understand the sufferings of all beings & her omniscient compassion toward the suffering. Avalokiteshvara [Tib. Chengresi] her progenitor also has a white body & extra eyes. The eyes denote psychic & supernatural power. The rainbow coloured leggings represent a mastery of Boddhi Nature [Skt. Siddhi] & a manifestation of the Sambhogakaya. The dark blue layer of clothing signifies Mantrayana practice. She is upon a white moon disk & has an orange sun aureole to representing her emanation their melting point [Skt. Nada]. There is a branch of an Ashoka Tree in the foreground. The word Ashoka means 'without sorrow' in other words she has no regrets about her behaviour. The tree linked to the Vedic God of love & sexual union Kamadeva which blossoms when a virtuous lady touches it. The triangular diamond rock formation in the foreground represents the Source of Reality [Skt. Dharmadaya] out of which deities arise & which is generated from emptiness by the seed syllable E. In the Indian language is a Triangular shaped letter D & so expressed in the triangular rock formations.
Commentary
Tara's are difficult to place being neither Deity nor Dakini. Tara's are commonly described as female emanations and aides of Buddhas. Deities tend to have consorts with whom they are having sexual intercourse. She has a special association with the Pink lotus which represents the arising of wisdom from the obscure depths of the mud and the flowering of the awoken wisdom. The mud symbolised the primeval state. As with the other emanations of Tara, she has come into being from the teardrop of Avalokateshwara the great Bodhisattva of compassion.
Process: Sand Casting
This White Tara has been created using the sand casting system, also known as sand molding casting. This widely employed manufacturing process utilizes a sand mold to produce metal products and components in various sizes and shapes. Sand casting holds significant popularity in the industry, accounting for approximately 60% of all metal castings. The sand casting process involves six primary steps. First, a pattern or replica of the desired sculpture, in this case, White Tara, is created using a material like wood or metal. The pattern is then placed in a flask, which is a box-like structure divided into two halves. The next step involves packing the flask tightly with specially formulated molding sand, creating a mold cavity that matches the shape of the pattern. The pattern is subsequently removed, leaving behind a negative impression of the sculpture within the sand mold.
The third step is known as gating and risering, where additional channels and reservoirs are added to the mold to facilitate the flow of molten metal and compensate for any shrinkage during solidification. Once the gating system is prepared, the mold is carefully closed and secured. The fourth step involves pouring the molten metal, such as bronze or iron, into the mold through the gating system. After the metal has cooled and solidified, the mold is broken open, revealing the solid metal sculpture. The final steps involve removing any excess material, surface finishing, and polishing to achieve the desired appearance.
Sand casting offers several advantages, including its versatility in producing complex shapes, cost-effectiveness for both small and large-scale productions, and the ability to use a wide range of metals. However, it does require skilled craftsmanship and careful attention to ensure the quality and accuracy of the final sculpture. By utilizing the sand casting system, the White Tara embodies the craftsmanship and artistry of the process, resulting in a captivating and unique metal artwork.
The process cycle for sand casting consists of six main stages, which are explained below
Mold-making -The first step in the sand casting process is to create the mold for the casting. In an expendable mold process, this step must be performed for each casting. A sand mold is formed by packing sand into each half of the mold. The sand is packed around the pattern, which is a replica of the external shape of the casting. When the pattern is removed, the cavity that will form the casting remains. Any internal features of the casting that cannot be formed by the pattern are formed by separate cores which are made of sand prior to the formation of the mold. Further details on mold-making will be described in the next section. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. If the mold type requires heating or baking time, the mold-making time is substantially increased. Also, lubrication is often applied to the surfaces of the mold cavity in order to facilitate removal of the casting. The use of a lubricant also improves the flow the metal and can improve the surface finish of the casting. The lubricant that is used is chosen based upon the sand and molten metal temperature.
Clamping - Once the mold has been made, it must be prepared for the molten metal to be poured. The surface of the mold cavity is first lubricated to facilitate the removal of the casting. Then, the cores are positioned and the mold halves are closed and securely clamped together. It is essential that the mold halves remain securely closed to prevent the loss of any material.
Pouring - The molten metal is maintained at a set temperature in a furnace. After the mold has been clamped, the molten metal can be ladled from its holding container in the furnace and poured into the mold. The pouring can be performed manually or by an automated machine. Enough molten metal must be poured to fill the entire cavity and all channels in the mold. The filling time is very short in order to prevent early solidification of any one part of the metal.
Cooling - The molten metal that is poured into the mold will begin to cool and solidify once it enters the cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The mold can not be opened until the cooling time has elapsed. The desired cooling time can be estimated based upon the wall thickness of the casting and the temperature of the metal. Most of the possible defects that can occur are a result of the solidification process. If some of the molten metal cools too quickly, the part may exhibit shrinkage, cracks, or incomplete sections. Preventative measures can be taken in designing both the part and the mold and will be explored in later sections.
Removal - After the predetermined solidification time has passed, the sand mold can simply be broken, and the casting removed. This step, sometimes called shakeout, is typically performed by a vibrating machine that shakes the sand and casting out of the flask. Once removed, the casting will likely have some sand and oxide layers adhered to the surface. Shot blasting is sometimes used to remove any remaining sand, especially from internal surfaces, and reduce the surface roughness.
Trimming - During cooling, the material from the channels in the mold solidifies attached to the part. This excess material must be trimmed from the casting either manually via cutting or sawing, or using a trimming press. The time required to trim the excess material can be estimated from the size of the casting's envelope. A larger casting will require a longer trimming time. The scrap material that results from this trimming is either discarded or reused in the sand casting process. However, the scrap material may need to be reconditioned to the proper chemical composition before it can be combined with non-recycled metal and reused.
Read More