Maya Devi
Queen Maya of Sakya (Mayadevi) was the birth mother of the historical Gautama Buddha, Siddhartha of the Gautama gotra, and sister of Mahāpajāpatī Gotamī the first Buddhist nun ordained by the Buddha. "Maya" means "illusion" or "enchantment" in Sanskrit and Pāli. Māyā is also called Mahāmāyā ("Great Māyā") and Māyādevī ("Queen, literally a female-deva, 'goddess,' Māyā"). In Tibetan she is called Gyutrulma. Queen Mayadevi was born in Devadaha kingdom of Nepal.Māyā married king Śuddhodana (Pāli: Suddhodana), the ruler of the Śākya clan of Kapilvastu. She was the daughter of King Śuddhodhana's uncle and therefore his cousin; her father was king of Devadaha.
Read More
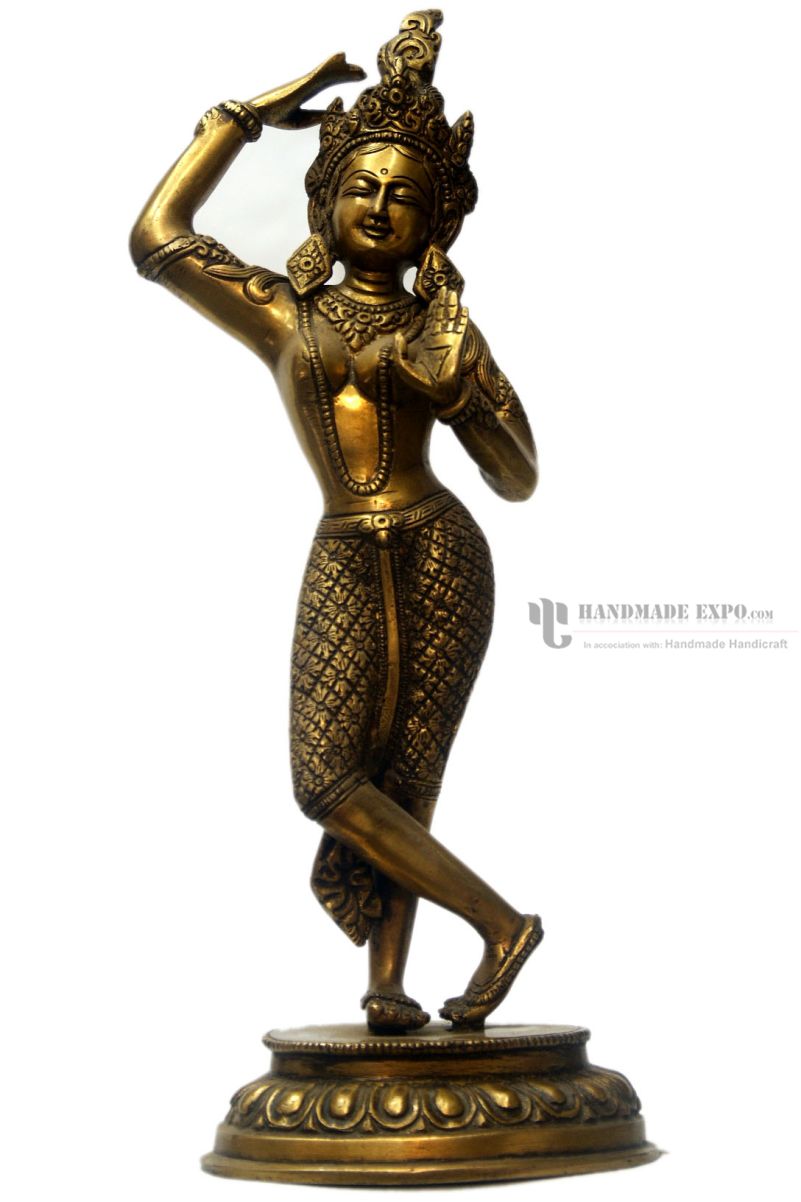
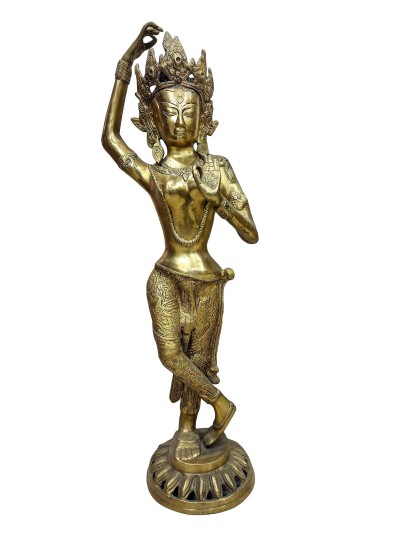
Iconography
Queen Maya devi is often seen standing in front of a tree holding its branch, this is the posture how she gave brith to Buddha. some also believe that Buddha took birth from the armpits of Queen Mayadevi. also when she is presented in the description of Buddha life story, She is seen sleep in her royal bed Dreaming of a white elephant(transportation lord Indra, King of Heaven).Some also believe that Queen Maya had this dream prior to conception, some versions of the life story of the Buddha say that he was conceived without sexual activity. This interpretation has led to parallels being drawn with the birth story of Jesus.
Birth of Buddha
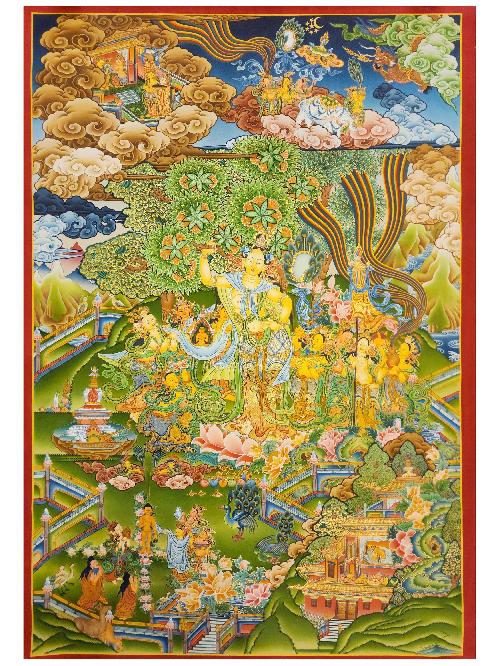
Queen Māyā and King Suddhodhana did not have children for twenty years into their marriage. According to legend, One full moon night, sleeping in the palace, the queen had a vivid dream. She felt herself being carried away by four devas (spirits) to Lake Anotatta in the Himalayas. After bathing her in the lake, the devas clothed her in heavenly cloths, anointed her with perfumes, and bedecked her with divine flowers. Soon after a white elephant, holding a white lotus flower in its trunk, appeared and went round her three times, entering her womb through her right side. Finally the elephant disappeared and the queen awoke, knowing she had been delivered an important message, as the elephant is a symbol of greatness in Nepal[1]. According to Buddhist tradition, the Buddha-to-be was residing as a Bodhisattva, in the Tuṣita heaven, and decided to take the shape of a white elephant to be reborn on Earth for the last time. Māyā gave birth to Siddharta c. 563 BCE. The pregnancy lasted ten lunar months. Following custom, the Queen returned to her own home for the birth. On the way, she stepped down from her palanquin to have a walk under the Sal tree (Shorea robusta), often confused with the Ashoka tree (Saraca asoca), in the beautiful flower garden of Lumbini Park, Lumbini Zone, Nepal. Maya Devi was delighted by the park and gave birth standing while holding onto a sal branch. Legend has it that Prince Siddhārtha emerged from her right side. It was the eighth day of April. Some accounts say she gave him his first bath in the Puskarini pond in Lumbini Zone. But legend has it that devas caused it to rain to wash the newborn babe. He was later named Siddhārtha, "He who has accomplished his goals" or "The accomplished goal".
Research in Wisdom Quarterly: American Buddhist Journal[citation needed] shows that the details of the legendary account coincide exactly with the existing Indian mythology of fertility goddesses, Salabhanjikas, "breaking a branch of a Sala tree"), often depicted standing against trees with one leg bent up and one hand holding a branch. They are believed to be virginal and capable of making a tree bear flowers. Parallels to this myth may survive in early Christianity: according to the Dead Sea Scrolls, the chaste or "virgin" Mary was a much older woman who miraculously conceived of a child by the intervention of the Holy Spirit of Jehovah (See Luke 1:35).
Queen Māyā died seven days after the birth of the Buddha-to-be Bodhisatta and was reborn in the Tavatimsa Heaven, where the Buddha later preached the Abhidharma to her. Her sister Prajāpatī (Pāli: Pajāpatī or Mahāpajāpatī Gotamī) became the child's foster mother.
After Prince Siddhartha had attained perfection and become the Buddha, he visited his mother in heaven for three months to pay respects and to teach the Dharma.
Process: Sand Casting
This Maya Devi has been created using the sand casting system, also known as sand molding casting. This widely employed manufacturing process utilizes a sand mold to produce metal products and components in various sizes and shapes. Sand casting holds significant popularity in the industry, accounting for approximately 60% of all metal castings. The sand casting process involves six primary steps. First, a pattern or replica of the desired sculpture, in this case, Maya Devi, is created using a material like wood or metal. The pattern is then placed in a flask, which is a box-like structure divided into two halves. The next step involves packing the flask tightly with specially formulated molding sand, creating a mold cavity that matches the shape of the pattern. The pattern is subsequently removed, leaving behind a negative impression of the sculpture within the sand mold.
The third step is known as gating and risering, where additional channels and reservoirs are added to the mold to facilitate the flow of molten metal and compensate for any shrinkage during solidification. Once the gating system is prepared, the mold is carefully closed and secured. The fourth step involves pouring the molten metal, such as bronze or iron, into the mold through the gating system. After the metal has cooled and solidified, the mold is broken open, revealing the solid metal sculpture. The final steps involve removing any excess material, surface finishing, and polishing to achieve the desired appearance.
Sand casting offers several advantages, including its versatility in producing complex shapes, cost-effectiveness for both small and large-scale productions, and the ability to use a wide range of metals. However, it does require skilled craftsmanship and careful attention to ensure the quality and accuracy of the final sculpture. By utilizing the sand casting system, the Maya Devi embodies the craftsmanship and artistry of the process, resulting in a captivating and unique metal artwork.
The process cycle for sand casting consists of six main stages, which are explained below
Mold-making -The first step in the sand casting process is to create the mold for the casting. In an expendable mold process, this step must be performed for each casting. A sand mold is formed by packing sand into each half of the mold. The sand is packed around the pattern, which is a replica of the external shape of the casting. When the pattern is removed, the cavity that will form the casting remains. Any internal features of the casting that cannot be formed by the pattern are formed by separate cores which are made of sand prior to the formation of the mold. Further details on mold-making will be described in the next section. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. If the mold type requires heating or baking time, the mold-making time is substantially increased. Also, lubrication is often applied to the surfaces of the mold cavity in order to facilitate removal of the casting. The use of a lubricant also improves the flow the metal and can improve the surface finish of the casting. The lubricant that is used is chosen based upon the sand and molten metal temperature.
Clamping - Once the mold has been made, it must be prepared for the molten metal to be poured. The surface of the mold cavity is first lubricated to facilitate the removal of the casting. Then, the cores are positioned and the mold halves are closed and securely clamped together. It is essential that the mold halves remain securely closed to prevent the loss of any material.
Pouring - The molten metal is maintained at a set temperature in a furnace. After the mold has been clamped, the molten metal can be ladled from its holding container in the furnace and poured into the mold. The pouring can be performed manually or by an automated machine. Enough molten metal must be poured to fill the entire cavity and all channels in the mold. The filling time is very short in order to prevent early solidification of any one part of the metal.
Cooling - The molten metal that is poured into the mold will begin to cool and solidify once it enters the cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The mold can not be opened until the cooling time has elapsed. The desired cooling time can be estimated based upon the wall thickness of the casting and the temperature of the metal. Most of the possible defects that can occur are a result of the solidification process. If some of the molten metal cools too quickly, the part may exhibit shrinkage, cracks, or incomplete sections. Preventative measures can be taken in designing both the part and the mold and will be explored in later sections.
Removal - After the predetermined solidification time has passed, the sand mold can simply be broken, and the casting removed. This step, sometimes called shakeout, is typically performed by a vibrating machine that shakes the sand and casting out of the flask. Once removed, the casting will likely have some sand and oxide layers adhered to the surface. Shot blasting is sometimes used to remove any remaining sand, especially from internal surfaces, and reduce the surface roughness.
Trimming - During cooling, the material from the channels in the mold solidifies attached to the part. This excess material must be trimmed from the casting either manually via cutting or sawing, or using a trimming press. The time required to trim the excess material can be estimated from the size of the casting's envelope. A larger casting will require a longer trimming time. The scrap material that results from this trimming is either discarded or reused in the sand casting process. However, the scrap material may need to be reconditioned to the proper chemical composition before it can be combined with non-recycled metal and reused.
Read More